
Kernlochdurchmesser M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M12...

Als Gewinde Kernloch wird eine Bohrung bezeichnet, in die ein Innengewinde
geschnitten wird. Umgangssprachlich wird auch vom Gewinde vorbohren gesprochen. Das Kernloch muss immer etwas kleiner sein als der Nenndurchmesser des Gewindes, das man schneiden
möchte.
Als Faustregel für den Kernlochdruchmesser gilt folgendes:
Gewinde Nenndurchmesser - Gewindesteigung = Kernlochdurchmesser
Beipiel:
Kernloch M6 (Gewinde vorbohren M6)
6mm - 1,0mm = 5,0mm (Kernlochdurchmesser für M6)
Kernloch M8 (Gewinde vorbohren M8)
8mm - 1,25mm = 6,8mm (Kernlochdurchmesser für M8)
Beim Kernlochdurchmesser wird zwischen Regelgewinde und Feingewinde unterschieden. Die Tabelle hier zeigt den Kernlochdurchmesser für metrische Regelgewinde. Die Gewinde Kernloch bzw. Gewindeschneiden Tabelle für Feingewinde finden Sie hier.
Welche Bohrung für welches Gewinde?
In der folgende Tabelle finden Sie alle gängigen metrischen Gewindegrößen und den passenden Kernlochdurchmesser um ein Gewinde zu schneiden. Die Frage: "Welche Bohrung für welches Gewinde" ist somit beantwortet.
Kernloch / Gewindeschneiden / Gewindebohren Tabelle für metrische Regelgewinde
|
Gewinde- größe |
Kernlochdurchmesser (mm) |
Steigung Regelgewinde (mm) |
| M1 | 0,75 | 0,25 |
| M1,1 | 0,85 | 0,25 |
| M1,2 | 0,95 | 0,25 |
| M1,4 | 1,1 | 0,30 |
| M1,6 | 1,3 | 0,35 |
| M1,8 | 1,5 | 0,35 |
| M2 | 1,6 | 0,40 |
| M2,2 | 1,8 | 0,45 |
| M2,5 | 2,1 | 0,45 |
| M3 | 2,5 | 0,50 |
| M3,5 | 2,9 | 0,60 |
| M4 | 3,3 | 0,70 |
| M5 | 4,2 | 0,80 |
| M6 | 5,0 | 1,00 |
| M7 | 6,0 | 1,00 |
| M8 | 6,8 | 1,25 |
| M9 | 7,8 | 1,25 |
| M10 | 8,5 | 1,50 |
| M12 | 10,2 | 1,75 |
| M14 | 12,0 | 2,00 |
| M16 | 14,0 | 2,00 |
| M18 | 15,5 | 2,50 |
| M20 | 17,5 | 2,50 |
| M22 | 19,5 | 2,50 |
| M24 | 21,0 | 3,00 |
| M27 | 24,0 | 3,00 |
| M30 | 26,5 | 3,50 |
| M36 | 32,0 | 4,00 |
| M42 | 37,5 | 4,50 |
| M48 | 43,0 | 5,00 |
| M56 | 50,5 | 5,50 |
| M64 | 58,0 | 6,00 |
* Gewindeschneiden Tabelle / Gewindebohren Tabelle, alle Angaben ohne Gewähr.
Kernlochtiefe / Gewindelänge

Die Gewindelänge sollte mindestens zweimal und maximal dreimal dem Nenngewindedurchmesser entsprechen, um eine feste Schraubverbindung zu erhalten. Die Kernlochtiefe muss deshalb etwas mehr als die gewünschte Gewindelänge sein, damit der Gewindebohrer das Gewinde vollständig schneiden kann. Eine Gewindelänge von mehr als das dreifache des Nenngewindedurchmessers sollte man vermeiden, da es zu keiner besseren Schraubverbindung führt und ehr Nachteile bringt. Man sollte wissen, dass bei einer Verschraubung 3 bis 4 Gewindegänge die volle Last tragen! Alle weiteren Gewindegänge sind sozusagen ohne Funktion.
Als Beispiel ein Kernloch M3.
Ein M3 Gewinde hat eine Nenndurchmesser von 3mm. Somit ergibt sich bei (2 x d) eine Gewindelänge von 6mm bis 9mm. Als Kernlochtiefe kann man hier 9mm wählen.
In der Folgenden Tabelle finden sie die empfohlene Gewindelänge und die Kernlochtiefe.
Tabelle Gewindelänge und Kernlochtiefe
Die nötige Kernlochtiefe ist abhängig von der empfohlenen Gewindelänge (Gewindetiefe). Die empfohlene Gewindelänge (Gewindetiefe) muss eingehalten werden, um eine sichere feste Schraubverbindung zu erhalten. In der Tabelle unten ist die Gewindelänge (Gewindetiefe) von min. bis max. angegeben. Ein kürzeres Gewinde hat zu folge, dass die Schraubverbindung die gewünschte Verbindungskraft nicht erfüllt. Ein längeres Gewinde hat technisch keinen Mehrwert für die Schraubverbindung und führt nicht zu einer höheren Verbindungskraft.
| Tabelle Gewindetiefe | ||
| Gewinde: | Empfohlene Gewindelänge: | Kernlochtiefe: |
| M3 | 4,5 - 9,0 mm | 9 mm |
| M4 | 6,0 - 12 mm | 12 mm |
| M5 | 7,5 - 15 mm | 15 mm |
| M6 | 9,0 - 18 mm | 18 mm |
| M7 | 10,5 - 21 mm | 21 mm |
| M8 | 12,0 - 24 mm | 24 mm |
| M9 | 13,5 - 27 mm | 27 mm |
| M10 | 15,0 - 30 mm | 30 mm |
| M12 | 18,0 - 36 mm | 36 mm |
* alle Angaben ohne Gewähr.
Hier Links zu den verschiedenen Anleitungen:
Kernloch M3 Gewinde
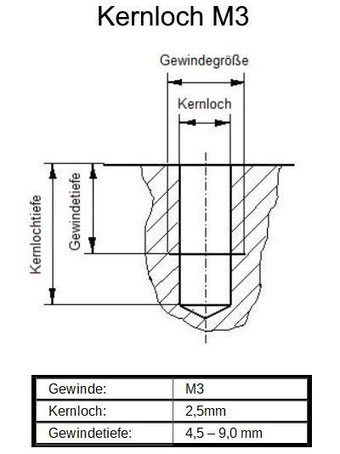
Im Bild Links ist schematisch dargestellt, ein Kernloch M3 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M4 Gewinde

Im Bild Links ist schematisch dargestellt, ein Kernloch M4 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M5 Gewinde
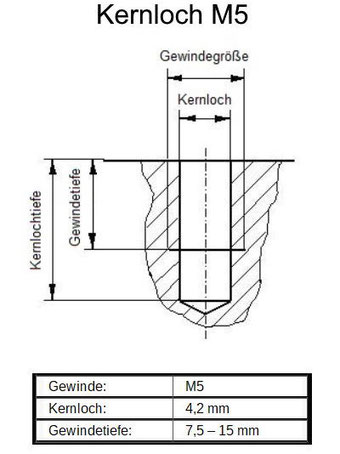
Im Bild Links ist schematisch dargestellt, ein Kernloch M5 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M6 Gewinde
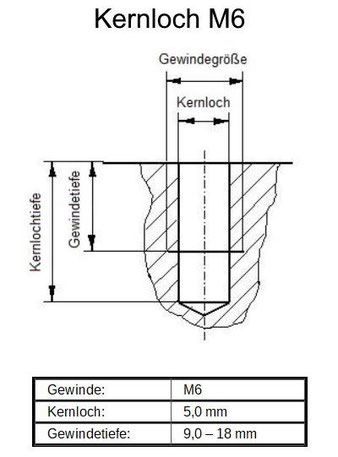
Im Bild Links ist schematisch dargestellt, ein Kernloch M6 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M7 Gewinde
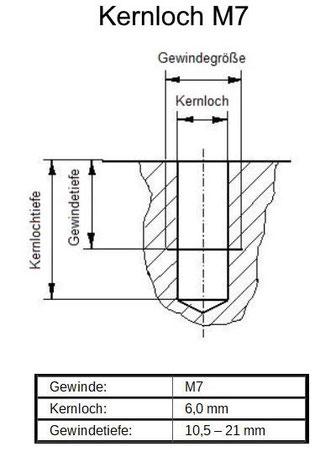
Im Bild Links ist schematisch dargestellt, ein Kernloch M7 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M8 Gewinde

Im Bild Links ist schematisch dargestellt, ein Kernloch M8 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M9 Gewinde
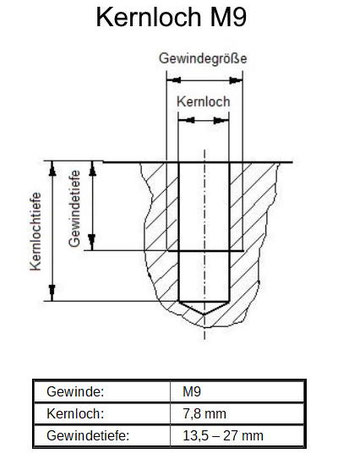
Im Bild Links ist schematisch dargestellt, ein Kernloch M9 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M10 Gewinde
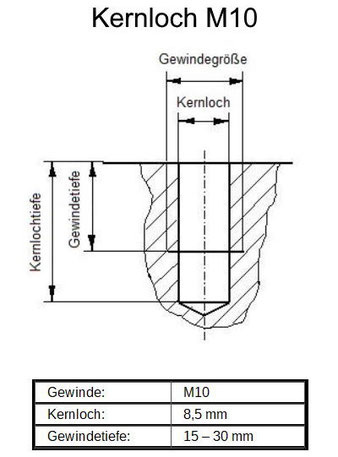
Im Bild Links ist schematisch dargestellt, ein Kernloch M10 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Kernloch M12 Gewinde

Im Bild Links ist schematisch dargestellt, ein Kernloch M12 mit Gewindetiefe und Kernlochtiefe.
Für die Gewindetiefe gibt es eine Fausformel, man nimmt mindestens
1,5 x d (d=Durchmesser des Gewindes). Mehr als 3 x d sollte man auch nicht machen, da es für eine feste Verbindung nicht nötig ist und die Verbindung auch nicht verbessert.
Folgende Themen könnten für Sie auch interessant sein:



